为中国工业健康发展贡献力量!翁开尔集团成立将近100年,为中国客户提供多种检测仪器以及化工原材料。

对于涂装生产线,偶尔有漏喷、涂层太厚或太薄、膜厚不均匀等问题。目前大多数涂装车间采用磁性/涡电流膜厚仪在产品涂层烘干后再测试干膜厚度来管控产品膜厚质量,会造成工艺控制严重滞后。

利用瑞士涂魔师非接触式无损测厚技术在线测量未固化的涂层,实时得出干膜厚度,能直接快速发现产品缺陷,及时调整涂装设备参数,修正工艺偏差等,从而降低产品不良率。
涂魔师采用的光热法(ATO)已成为目前非接触涂层厚度的全球先进测量技术,该设备可以对涂层的湿膜或干膜进行非接触测厚,在产品进入烤炉前即可测出干膜厚度,通过及时调节涂装设备避免生产大量有质量缺陷的产品,无需等待长时间的烘干过程就知道喷涂参数是否调节到位,从而高效监控工艺、管控产品质量和控制生产成本。

1.一键测试,使用简单灵活;
2.不限基材材质(各种金属、塑料、玻璃、木材、橡胶等),不限涂料种类(油漆、粉末涂料、粘胶剂、润滑涂层等),干膜、湿膜均可精确测量膜厚;
3.100% 膜厚数据记录及工艺追溯,用于优化工艺过程和消耗品的更换频率:实时监测反馈生产线上的产品膜厚;
4.对于弯曲、转角、细小部位等形状复杂的位置均可精确测量;
5.不同角度、摇晃、倾斜、移动中的产品也能精确检测,有效避免出现人为测量误差;
6.无危害性:采用无害光源,对人体及产品不存在危害性。
7.适合在生产环境和实验室使用。
综述,涂魔师能有效实时反馈工艺情况,减少返工、节省原材料、降低生产成本!
应用一:测量达克罗涂层测厚
Dorken MKS(德尔肯)公司进行验证涂魔师Flex(手持式)的精准性和重复性的一系列测试。实验证明,涂魔师 Flex的测量偏差小于0.3μm。
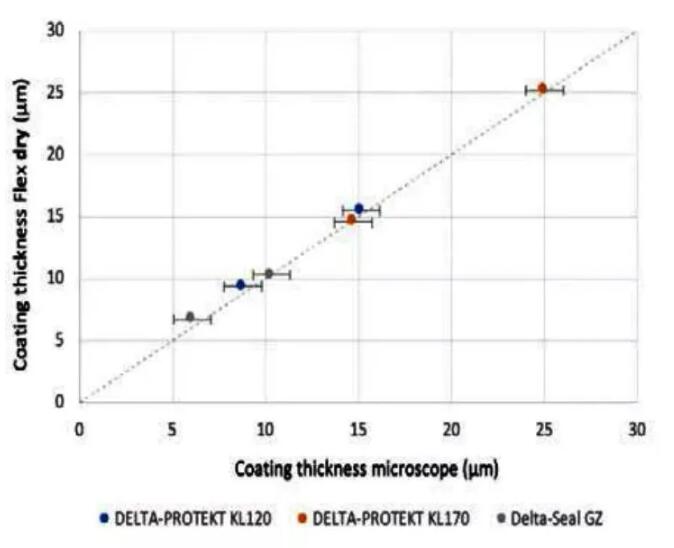
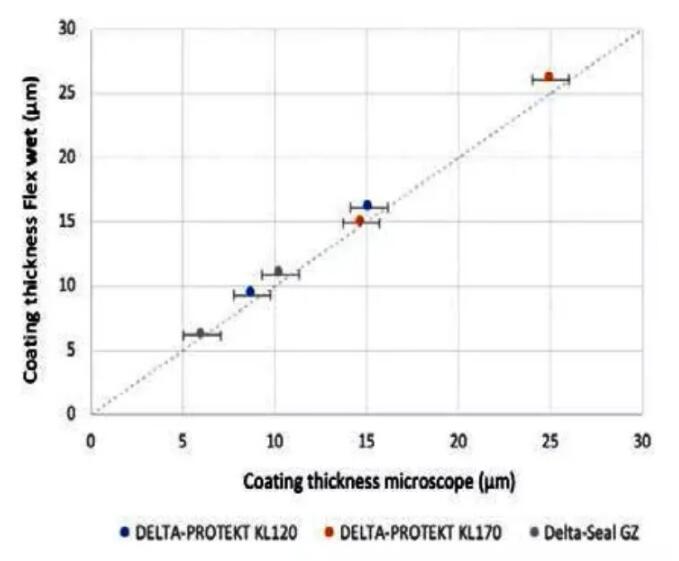
图:比较显微镜法和涂魔师FLEX在干燥状态下测量涂层厚度(上图:涂魔师FLEX测量干膜,下图:涂魔师FLEX测量湿膜)。两种测量设备具有很高的相关性(R2=0.998)。显微镜测量法的标准误差小于1.5μm,涂魔师FLEX的测量标准误差小于0.3μm。
考虑到涂魔师可以测量零件固化前的涂层厚度,从而能在涂层烘干前的早期阶段检测涂层厚度并及时纠正工艺偏差。Oberfl�0�1chentechnikS. Scherdel GmbH&Co. KG公司(喷涂D�0�2rkenMKS达克罗涂层系统的喷涂设备)已将涂魔师投入使用,来保证出货产品质量。
应用二:汽车铝轮毂的粉末涂料厚度
某铝合金轮毂企业使用涂魔师Inline对汽车轮毂进行非接触无损涂层厚度测量,在生产线上实时监测固化前零部件的膜厚情况,及时发现工艺偏差及做出设备参数调整,稳定产品质量。
早在数年前,已有不少欧洲闻名涂装厂家成功投入该测厚系统进行工艺及产线优化升级,并对改造结果十分满意。
钢-橡胶连接用粘合剂
我们使用涂魔师来确保我们产品的可追溯性。在线涂层厚度测量集成在一个闭环系统内,可以及时纠正工艺偏差。
——Jean-Philippe Caillot,工业化经理
AAM(美国轮轴制造有限公司)
塑料件上湿油漆
涂魔师测量系统会24小时不间断自动检测我们安全气囊盖上未干的油漆厚度。当发生任何偏差时,系统都可以及时发现并立即作出调整。持续的工艺记录档案证明了我们是世界先进的安全气囊系统供应商之一。
——Bernd Kunkel,工艺工程塑料部经理
日本高田公司
粉末涂料
涂魔师为我们在投入资金的抉择中提供了定量和即时反馈。通过这种方法,我们可以有选择地、有保障地将涂层厚度降到较低的容差阈值内。去年,由于涂魔师测量系统,我们的粉末消耗量总共减少了28%,明显超出了我们的预期。
——Kai Altenburg,表面技术主管
瑞士Ernst Schweizer Metallbau
卷材涂料
Miralu公司为贸易与工业生产预涂铝合金。我们的客户要求非常高,因为我们的产品能见度很高,在某些情况下会发生严重的变形。在线涂层厚度测量系统的涂魔师使我们能提供高质量的产品。通过在产线前端对涂层厚度进行测量,我们从第一米开始就能满足涂装规范的要求。
——Mathias Stouff,工业化主管
Miralu公司
片状锌基(达克罗)防腐漆膜厚度
我们使用涂魔师来测量固化前的锌片涂层防腐蚀系统,它能节省我们大量的时间成本。该设备具有快速测量、测量精度高和重复性好等优点,成为高效调整工艺参数和监测工艺质量的关键工具。
——Christian Rabe,应用技术经理
德尔肯公司
翁开尔公司是涂魔师中国区总代理,基于90多年的行业服务经验,我们能够在产品选择上给您提供意见或方案,详情欢迎与我们联系【13202947058】。
与本文关联的产品: