为中国工业健康发展贡献力量!翁开尔集团成立将近100年,为中国客户提供多种检测仪器以及化工原材料。

涂层厚度影响涂装颜色、不透明度和保护层,在涂装行业,往往会遇到以下的问题
过薄的涂料会遭到拒收和客户投诉
过厚的涂料会增加原材料的消耗量和能源成本
湿度、温度、涂装设备变化、磨损等导致工艺偏差
膜厚不均匀导致产品质量不稳定
缺乏连续的工艺过程记录导致产品质量的不确定性
难以测试形状复杂的零件
在涂装行业,过去采用的是接触式测厚系统对涂层厚度进行测量,传统涂层测厚系统往往有以下的缺陷:
穿孔和接触式测厚仪(固化后)必须用机械夹具进行辅助定位,不同的定位板适合不同的定位模式
涂层干燥后发现膜厚不合格再返工成本高,环保处理量大
烘干时间长,干燥后发现膜厚问题导致不合格产品数量多
塑料,木材,玻璃基材测厚不准确
仅可做抽样检查
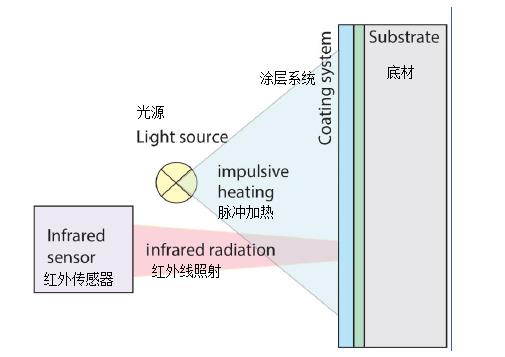
在瑞士涂魔师在线非接触无损测厚仪可以解决传统涂层测厚工艺的缺陷。瑞士涂魔师在线非接触无损测厚仪采用ATO光热法,涂层经过瞬间脉冲加热几摄氏度之后,在涂层较深区域和基材中发生热传导和冷却,仪器检测到的热辐射,再进行转换和数字化,从而实现非接触测量。
提供提高生产效率,即时发现涂装线的问题,调整参数,补偿工艺偏差
较大程度节省材料,使用涂魔师在线非接触自动涂层厚度测量系统可以提高工作效率,减少次品和不合格部件,避免废料和返工,可以减少涂料的消耗量,节省高达30%的原材料
涂魔师在线非接触无损测厚系统可以100%实现过程监控,自动生成工艺过程文档,统计及追溯工艺过程
涂魔师在线非接触无损测厚系统可以实时将测量数据直接传入ERP/MES系统
涂魔师在线非接触无损测厚系统连通性好,能独立或完全集成到工艺中

使用涂魔师在线测厚仪非接触无损测量喷涂后未固化的样品,即时得出干膜厚度。

测试结果:
使用涂魔师在线测厚仪非接触测量未固化样品涂层厚度数据如下:
| 测量点 | 对6个测试点每个点重复测量三次(微米) | 平均值 | 标准偏差 | ||
| 1 | 45 | 44.5 | 45.2 | 44.90 | 0.36 |
| 2 | 46 | 46.1 | 46 | 46.03 | 0.06 |
| 3 | 48.2 | 47.3 | 46.7 | 47.40 | 0.75 |
| 4 | 49.8 | 47.6 | 49 | 48.80 | 1.11 |
| 5 | 50.5 | 50.1 | 50.8 | 50.47 | 0.35 |
| 6 | 51.8 | 50.7 | 52 | 51.50 | 0.70 |
同时使用接触式电磁感应干膜测厚仪对固化后样品进行涂层测厚

使用电磁感应测厚仪测量样品干膜数据如下:
| 测量点 | 对6个测试点每个点重复测量三次(微米) | 平均值 | 标准偏差 | ||
| 1 | 45 | 42.9 | 43.9 | 43.93 | 1.05 |
| 2 | 45.3 | 48.7 | 44.1 | 46.03 | 2.39 |
| 3 | 45.4 | 44.5 | 44.6 | 44.83 | 0.49 |
| 4 | 44.6 | 50.6 | 47.6 | 47.60 | 3 |
| 5 | 48.9 | 45.8 | 41.9 | 45.53 | 3.51 |
| 6 | 49.7 | 52.6 | 50.7 | 51.00 | 1.47 |
从上述测试数据对比可知,涂魔师在线非接触湿膜测厚系统比电磁感应测厚仪的测量数据波动更小,稳定性更高;涂魔师在线测厚非接触式光热法涂层测厚仪可以通过测试湿膜直接实时得出干膜厚度,并且该干膜厚度值与通过接触式电磁感应测厚仪测出的真实干膜数据一致。
将涂魔师在线非接触无损测厚仪应用于自动粉末喷涂线上,可及时调整喷涂工艺参数,进而有效控制干膜厚度,避免出现膜厚不均匀、涂层过厚或过薄、浪费原料问题,并可减少返工降低环保处理成本。
使用涂魔师在线测厚系统非接触无损测量汽车安全气囊上油漆涂层厚度在,在预先设定的位置(顶部和侧面)测量涂层厚度,连接ERP系统,在ERP系统中实时显示测量数据,实现工艺控制和存储数据,快速修正和补偿工艺偏差!结果如图所示:
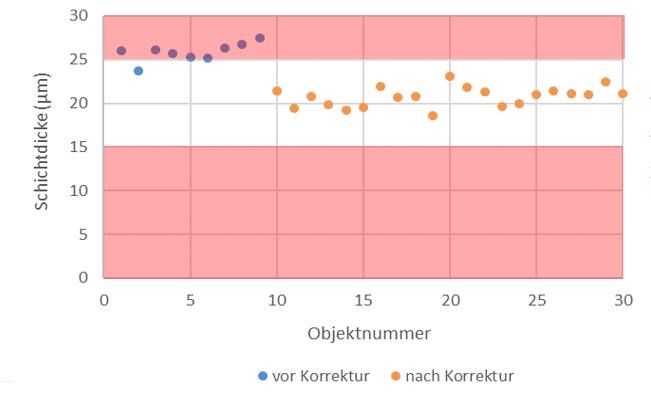
橙色点为使用涂魔师在线测厚仪进行修正工艺后的测量数据。从图中可以看出,把原理在合格线外的涂层厚度值(蓝色点)波动调整到合格线内,实现产品质量优化。
涂魔师在线非接触无损测厚系统在涂装行业发挥重要作用,无论干膜还是湿膜,都可以即时得到干膜厚度,可以在生产线前端进行涂层厚度检测和及时调整偏差,有效降低次品率和返工率。涂魔师在线测厚仪可以连续测量生产过程中流水线上的移动工件,可用于测量形状复杂的工件表面涂层厚度。点击了解更多关于涂魔师在线非接触无损测厚系统产品信息、客户案例和技术应用。欢迎致电【13202947058】咨询涂魔师在线测厚仪。