为中国工业健康发展贡献力量!翁开尔集团成立将近100年,为中国客户提供多种检测仪器以及化工原材料。

用激光扫描仪准确测量了断裂后的金属壳体厚度,壳体厚度的变化与模具热监测数据有关。高度详细的3D厚度测量技术证实,模具中可能发生壳厚度的局部变化。结合模具热监测,确定了这些厚度变化的根本原因。
本文对直板厂(DSP)高速薄板铸造机发生的两次断裂壳事件进行了讨论。第一次断裂与一个大的包裹物有关。第二次是与局部壳体厚度变薄和不正确的设置锥度有关。
在这两种情况下,断裂都与壳层厚度的局部减少有关。这些位置的模具热温度确定了热电偶温度的降低,表明钢壳和铜之间存在“空气”间隙或绝缘层。使用CON1D进行的额外计算来验证绝缘层的存在,并更好地理解导致这些断裂的事件。
在激光厚度测量技术的帮助下,对通常用于测量和评估汽车车身部件的激光厚度测量技术进行改编,准确测量了两个断裂的壳体厚度。
用这种技术研究的两个断裂壳分布是断裂A,原因是包裹物滞留在西宽面;断裂B,南部狭窄面的锥形断裂。
在结果评估过程中,值得注意的是,在两个断裂中,壳体没有恒定的厚度,并且表现出三种变薄趋势:
- 在纵向方向上的局部变薄
- 在垂直方向上的局部变薄
- 外壳区域的变薄
一些变薄区域,同时出现纵向和横向裂纹。
壳体厚度的测量结果与热电偶信号进行了比较,较薄的壳体温度越低,较厚的壳体温度越高。
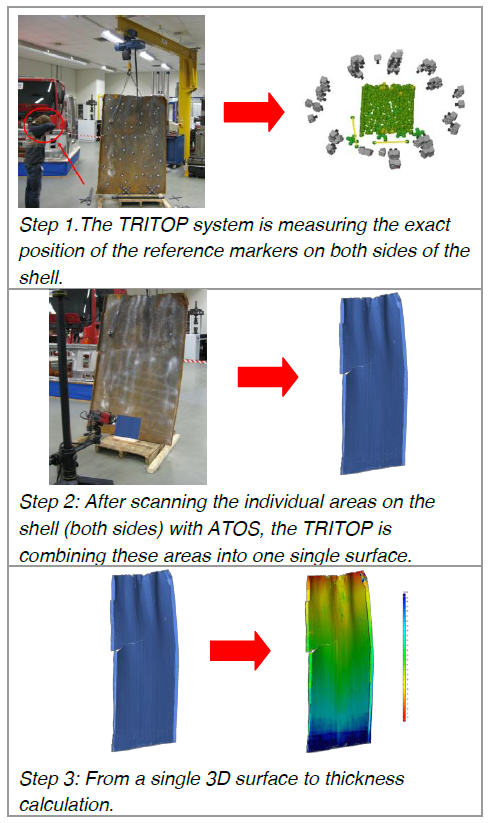
为了测量断裂壳层,我们使用了一个3D数字化仪(ATOS)和光学坐标测量仪(TRITOP)介绍
相结合的仪器。
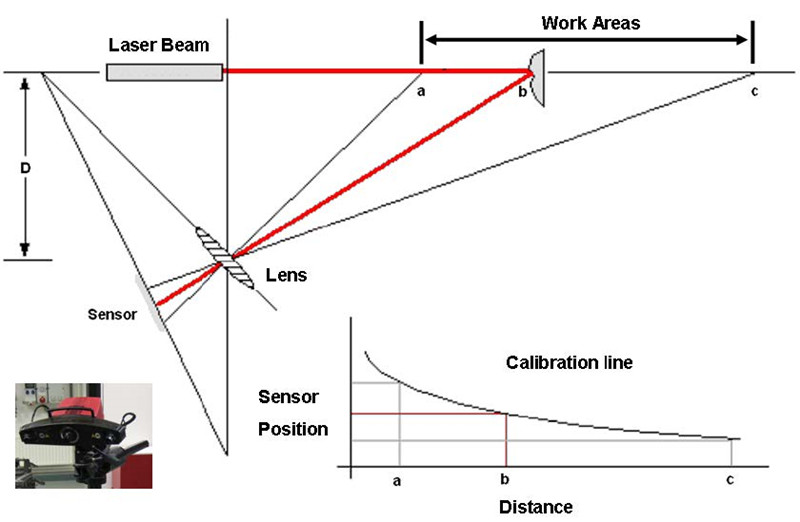
ATOS是一种基于三角测量原理(图1)的柔性光学测量机,用两个摄像机观察投影条纹图案。高精度地计算每个摄像机像素的三维坐标,生成对象表面的多边形网格
三角测量的原理:激光源和传感器之间的距离是已知的。激光向被测物体发射光线,光线通过透镜反射回传感器。点b可以通过知道a、c和距离d来计算。
TRITOP是一种光学坐标测量仪。该移动技术旨在定义标记的精确3D位置(遥测)。TRITOP用于识别外壳两侧的参考标记,以支持ATOS测量。
当壳体两侧在同一坐标系中时,3D厚度的计算是可能的
当在直接薄板厂薄板坯连铸机中铸造低范围HSLA钢(高强度低合金)时,在钢包更换期间,发生了断裂。 在断裂前,热电偶温度和其他工艺参数非常正常,几乎没有不稳定的迹象。然后在断裂前几分钟,由于模具水平的波动,铸造速度降低。
考虑到断裂的原因不明,决定用这种新技术来研究壳体。因此,用3D激光技术测量断裂壳体厚度。

由于断裂孔和一些飞溅附着在壳体的断裂一侧,在激光测量中使用了断裂的另一侧。因此,采用全固定面侧和两侧窄面的一半进行测量。
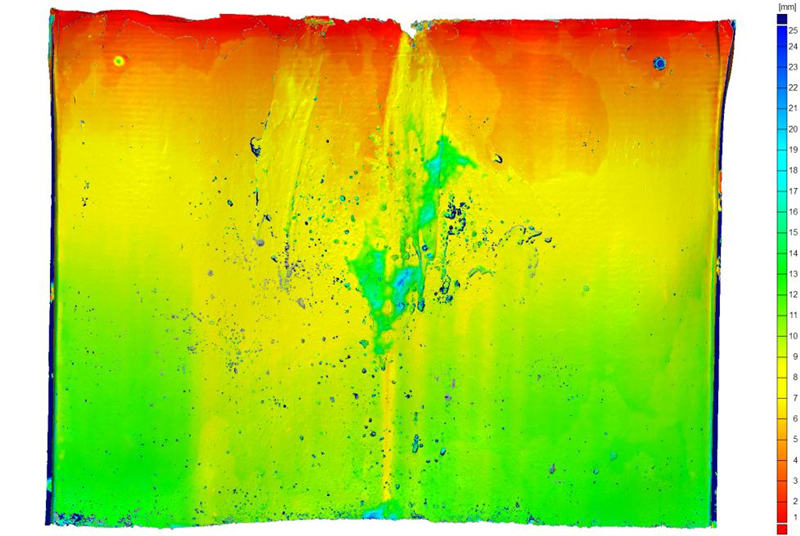
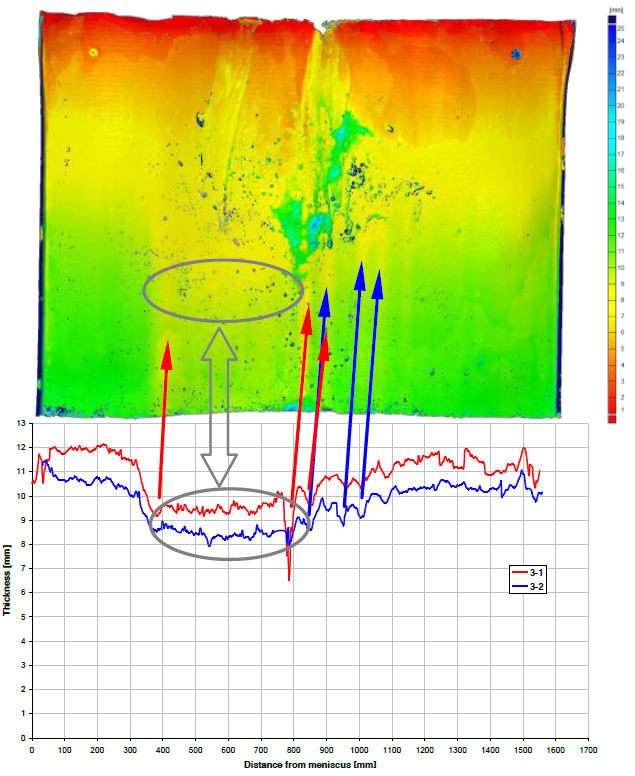
壳层厚度的3D视图如图5所示。在这张图中,值得注意的是,断裂壳体没有恒定的厚度,并显示了三种变薄趋势:
- 在纵向方向上的局部变薄
- 在垂直方向上的局部细化
- 外壳区域的变薄
与其他区域相比,厚度的局部减少约为50%;特别是在纵向上。
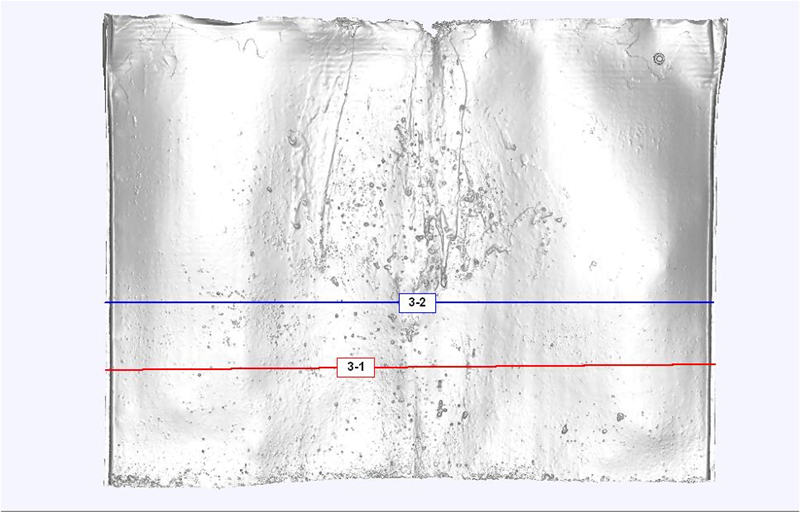
为了能够阐明厚度的减少,使用了两个位置来测量沿一条线(图4中的红色和蓝色线)的外壳厚度。
这些位置与3D视图相比较的结果如图6所示。这些线条更清楚地显示了壳层厚度的减少,表明局部和区域变薄。
在清除矿渣边缘的过程中,在直接板材厂铸造HSLA钢(高强度低合金)时发生了断裂。在断裂之前,热电偶的温度非常不稳定,断裂的原因尚不清楚。因此,我们也决定用3D激光技术来研究外壳。
因此,在断裂事件发生后,进一步分析断裂壳,用3D激光技术研究断裂壳,并测量其厚度。图7显示了一个断裂壳的照片。

考虑到断壳状态良好,激光测量分两部分进行:
第一部分:松散边的一侧和每个窄面的一侧
第二部分:完整固定的一侧,和每个窄面的一侧,包括断开孔的一半。
第一部分将作为参考文献显示。
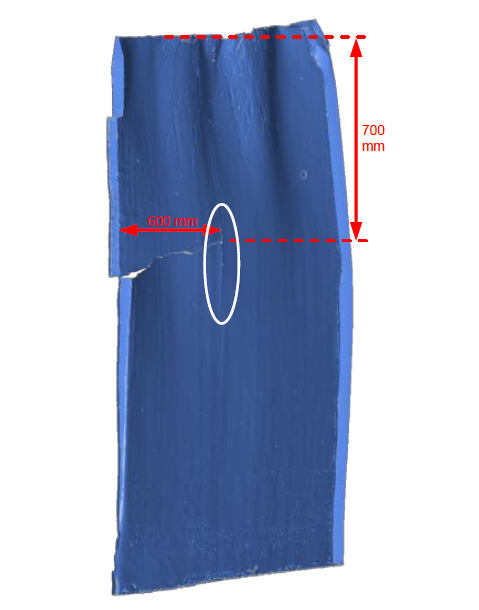
第二部分:测量采用全东宽面(固定侧)和两侧窄面的一半进行测量。图8显示了正在研究的半断裂壳。在这个半壳的中间发现了纵向裂缝(白色圈)。红色表示裂缝到半月板的距离和从南窄面的距离。
外壳厚度的3D视图如图9所示。在图中,值得注意的是,断裂壳没有恒定的厚度,再次显示与断裂A相同的三种变薄特点:
- 在纵向方向上的局部变薄
- 在垂直方向上的局部变薄
- 外壳区域的变薄
与其他区域相比,厚度的局部减少约50%,尤其是纵向(纵向裂纹)。
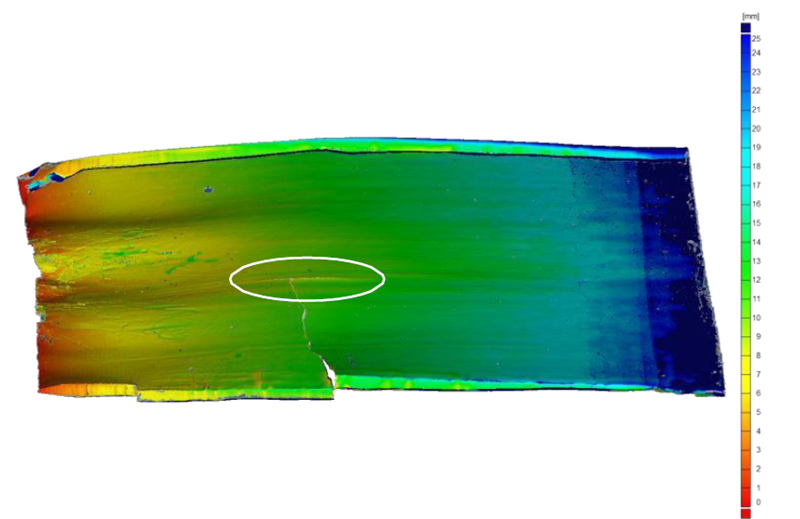
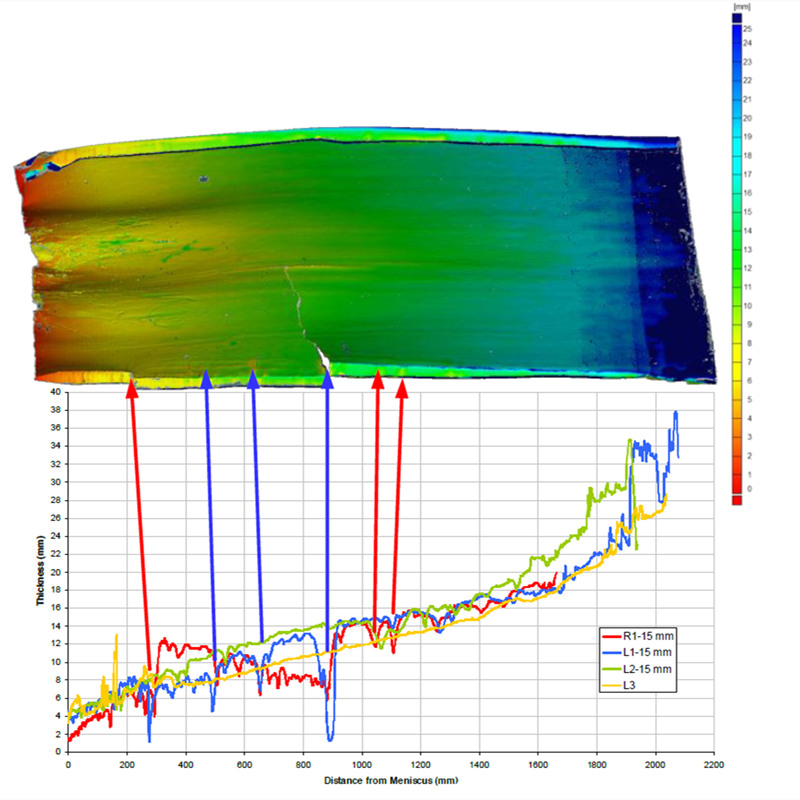
在图9和图10中,纵向裂纹用白色椭圆形标记。这种断裂的横向裂纹发生在从机器中提取断裂壳的过程中,因为壳是从模具的顶部提取出来的;很明显,外壳在角落区域有一个横向局部薄壳,从而引发了这种裂纹(图11,蓝线)。
为了能够阐明厚度的减少,使用多个位置来沿着一条线测量外壳厚度。
在断裂部分选择两组位置,三组在横向位置,三组在纵向位置。图10显示了这些位置。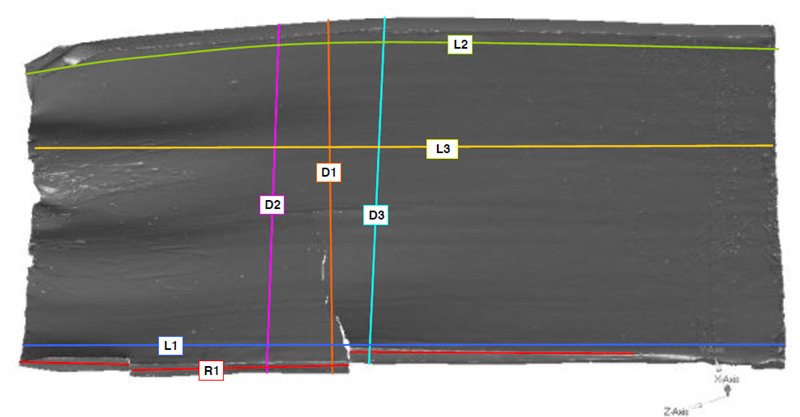
线路选择如下:
- R1(红线):窄面(南)纵向平面,距拐角约15mm。
- L1(蓝线)和L2(绿线):都是在纵向截面,距拐角约15mm处,L1靠近南窄面,L2靠近北窄面。
- L3(深黄色线):纵剖面,比较板中间和两侧的外壳厚度。
- D1(橙色线):位于纵向裂纹的中间
- D2(粉红色线)和D3(绿松石线):分别位于裂纹末端和开始处。
这些位置与3D视图的比较结果显示,纵向截面如图11和横向截面如图12所示。
同样,这些线条更清楚地显示壳厚度的减少,表明局部和面积的减少。
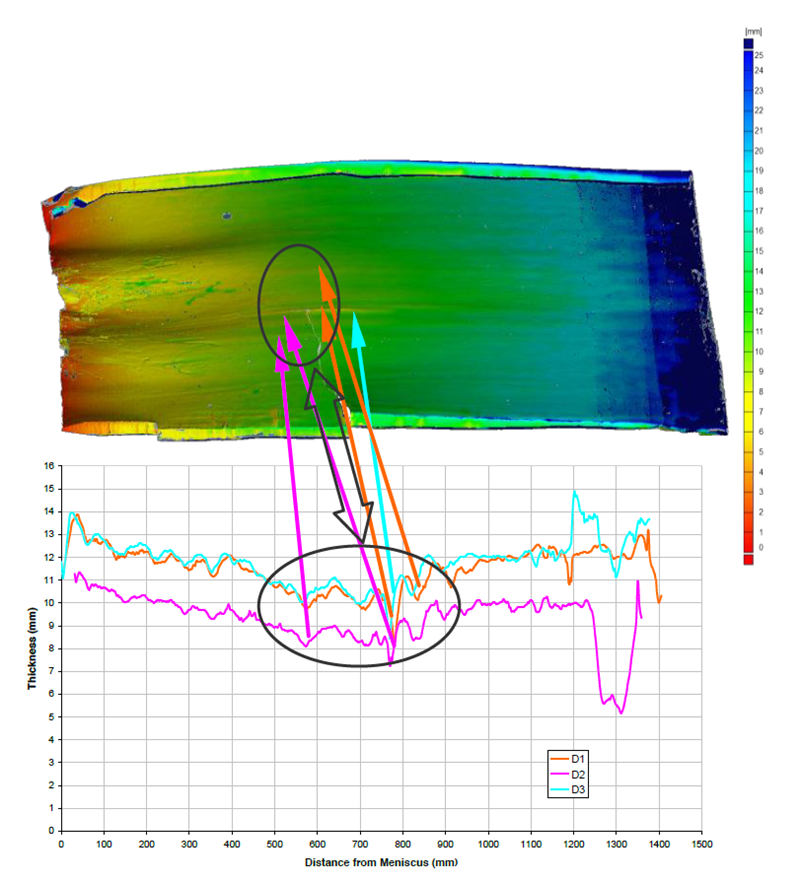
图12横向截面与3D视图的比较结果
3D激光测量也可以评估断裂壳体的表面轮廓(平滑度)(图13)。
考虑到壳层厚度的局部减少,观察断裂壳层的内外表面轮廓是很有趣的。
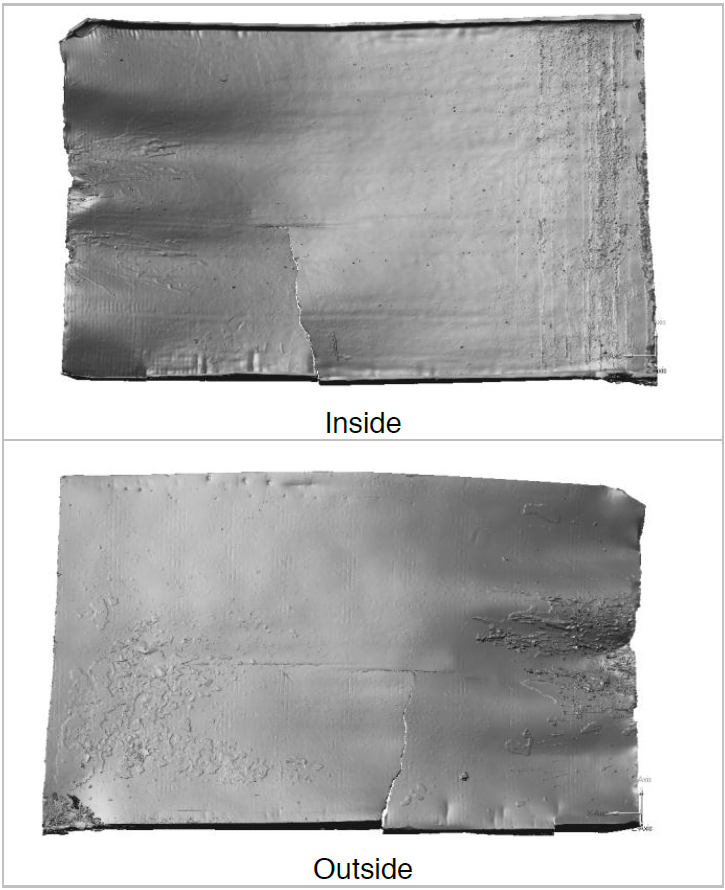
根据表面研究的结果,在3D结果中可以使用一个假设的平面切割来评估壳厚度。
为了评估凹陷,选择了前面7个剖面中的3个(图10中的3个)进行平面切割分析。

在图14中,靠近断裂孔的两个部分R1和L1都表明壳(凹陷)的变薄来自断裂的内部。
在这次断裂中,热电偶信号也与水平面上的壳层厚度进行了比较。
在图15中,热电偶信号在3分钟内的平均值(绿线和绿点)、最大值(浅蓝色线和浅蓝色点)和最小值(洋红色线和洋红色点);与断裂壳中测量的外壳厚度(图10和图12中的橙色线)进行比较。
图中还绘制了槽和钻孔源的位置(深蓝色方块)、漏斗形(红线)、热电偶的位置(红色方块)、通常使用的两种传感类型的位置(灰色和深蓝色线)。
从这张图中可以清楚地看出,热电偶信号遵循与壳层厚度相同的趋势。然而,这与壳层厚度、变薄和模具特征(水槽、孔纹、热电偶位置或漏斗形状)没有相关性。
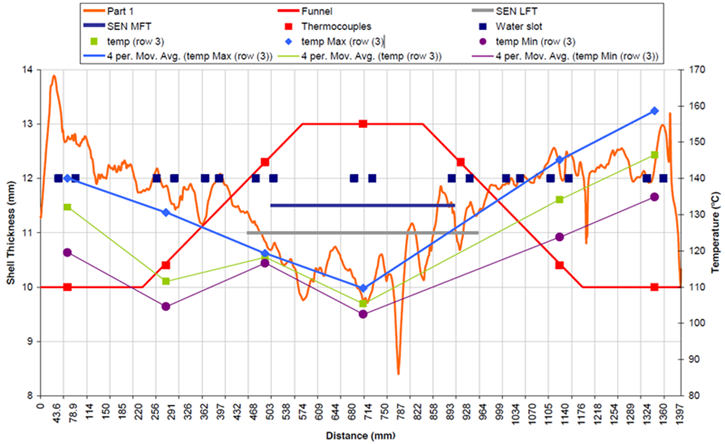
考虑到两个断裂的壳体厚度与热电偶读数遵循相同的趋势,壳体变薄最合理的解释是壳体和模具之间的低导热层。
如果壳变薄的原因是由于高钢流量从内部冲刷壳,那么热电偶将看到与现在看到的相反的趋势,即当壳较薄时,信号将显示更高的温度。
这种低导电层可以是空气;由于这种材料的隔离特性,热电偶不能记录壳体表面的“真实”温度;由于缺乏良好的热提取,外壳很薄。
传热模型CON1D模拟了连铸过程的几个方面,包括壳体和模具温度、热通量、界面微观结构和速度、预测锥度的收缩估计、模具水温上升和对流传热系数、界面摩擦等许多现象。传热计算通过壳体的厚度和界面间隙进行了一维计算,并在模具中进行了二维传导计算。在现代电脑上,整个模拟只需要几秒钟
为了使CON1D能够准确预测热电偶温度,该模型采用三维传热方法进行了校准计算以确定每个模具面的偏移距离,以调整热电偶的模型深度
验证壳体与模具之间低导电层的理论;用CON1D对5.2m/min的铸造速度和新模板,即最大铜层进行了两次计算,模拟工作按照以下标准进行:
1- 模具与钢壳之间无气隙的模拟;
2- 模拟在弯月面处从零到模具出口处从0.05毫米的厚度抛物线增加之后的气隙模拟(图16中的绿线,第二Y轴)

从图16可以看出,即使壳与模具之间有很小的气隙(模具出口最大为0.05mm)也会对凝固产生有显著影响。
由于空气的低导电性能(导电率为0.06W/mK),如预期的那样,存在气隙时的模具温度将低于无气隙时的模具温度(图16A中的红线表示有气隙模拟,图16A中的蓝线表示无气隙模拟);同样的行为将具有热电偶信号(图16A中红色圆圈表示无气隙,蓝色方块表示气隙)
因此,当钢和模具之间存在气隙时,外壳将更薄(图16B中的蓝线表示有气隙模拟,红线表示无气隙模拟)。
此外,气隙模拟中壳体的表面温度比没有气隙时的表面温度以及低于表面5毫米的温度更高。此外,在有气隙的模拟中,表面和表面下5毫米之间的温差低于无气隙情况(图16C中的蓝线表示有气隙模拟,红线表示无气隙模拟)。
在CON1D模型中,壳层厚度由液相线和固相线之间的位置插值定义,温度对应于特定的固体分数,(fs)等于0.1,该分数是合理的,因为树突间液体在断裂期间由表面张力保持。
为了比较预测的稳定壳厚度与断裂壳的厚度,需要进行校正以说明,在断裂期间液态金属排出时发生的凝固时间。因此,根据公式(1),稳态模拟中的时间对应于断裂壳下方的距离:

其中:
td:排水时间,是金属水平液面从弯月面下降到获得断裂壳层的时间[min]
Z:获得的断裂壳切片[m]
Vc:铸造速度[m/min]
t:瞬态时间[min]
排水时间根据伯努利方程和质量平衡计算,公式(2):

其中:
Zb:弯月面的断裂孔位置[min]
CD:排水系数[-]
N:板坯厚度[min]
W:板宽[min]
db:断裂孔直径[min]
这个裂缝的洞位于狭窄的表面。假设流向模具的钢流被切断,
同时金属水平液面开始下降到弯月面以下,断裂孔直径从35mm开始,并在所有液态钢排出时线性增长到55mm。表1显示了计算中使用的变量。
| Variable | Units | |
| Zb | (m) | 1.4 |
| z | (m) | From 0 to 1.1 |
| CD | 1 | |
| N | (m) | 0.07 |
| W | (m) | 1.25 |
| VC | (m/sec) | 5.2 |
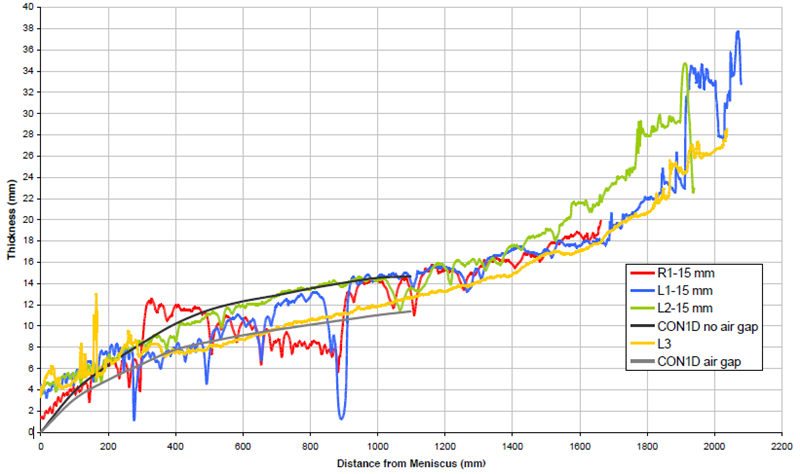
图17给出了在稳态和瞬态条件下的预测壳层厚度。与瞬态预测的紧密匹配普遍倾向于验证假设。弯月面板附近的外壳厚度预测不足,可能是由于在断裂开始后、液面水平控制和流量关闭之前,进入模具的液体流量增加的时间较短。这将允许液位随着断裂壳的顶部向下移动一段较短的时间间隔(不包括在计算中),从而在断裂壳的顶部提供额外的凝固时间。这是一种在断裂壳层中非常常见的现象。
借助激光测厚技术,可以得出以下结论:
●激光测量是测量断开壳体三维厚度分布的一种有价值的工具。
●断裂壳无恒定厚度,显示三种变薄趋势:
- 在纵向方向上的局部变薄
- 在垂直方向上的局部变薄
- 外壳区域的变薄
●一些变薄,同时出现纵向和横向裂纹。
●断裂壳的表面比内部更光滑。
●壳厚度与热电偶信号有关,较薄的壳温度越低,较厚的壳温度值越高。
●即使在这里分析的两种情况中变薄的原因尚未完全了解,也可能在钢壳和铜模具之间放置绝缘层(气隙),而壳变薄不是由模具流体流动造成的。
●钢板上的槽和/或钻孔源的位置与钢壳的变薄之间没有明显的关系。
1 , "GOM MBH", Vol. Mittelweg 7-8, 38106 Braunschweig, Germany, 2011, pp.
2 Santillana, B., Hibbeler, L. C., Thomas B.G., Kamperman A.A., and van der Knoop W., "Heat Transfer in Funnel-mould Casting: Effect of Plate Thickness", ISIJ International, Vol. 48, No. No 10, 2011, pp. 1380-1388.
3 Meng Y., "Modelling Interfacial Slag Layer Phenomena in the Shell/Mold Gap in Continuous Casting of Steel", PhD Thesis, University of Illinois at Urbana-Champaign, 2004.



