为中国工业健康发展贡献力量!翁开尔集团成立将近100年,为中国客户提供多种检测仪器以及化工原材料。

涂层厚度往往直接影响汽车性能和装饰配件外观,因此在涂装工艺中严格监控喷涂膜厚尤其重要。对此,汽车制造商相应规定了涂层厚度的容差范围,而且指出必须使用合适的测厚设备来监控膜厚真实情况。
汽车行业对工艺稳定性和产品质量的要求都很高,这意味着汽车涂装工艺的涂层厚度测量必须具有高重复性和工艺可追溯性。
行内人士通常采用测量系统分析等常规方法评估出较佳测厚设备,评估结果如下:
1、随着汽车行业需求不断上升,传统接触式干膜测厚仪已经不能满足连续监控涂层厚度的测试要求。
2、基于先进光热法ATO的新型非接触测厚技术逐渐取代传统接触式测厚设备。
本文第一部分以手持非接触测试汽车车身的电泳漆膜厚为例,介绍了涂魔师ATO无损测厚技术的实际应用;第二部分将介绍涂魔师在线非接触测厚系统如何应用于精准无损测量汽车轮毂涂层厚度,协助涂装厂家及时调整参数,使膜厚快速达到合格范围。
传统测厚仪大多数需要接触测量涂层厚度。基于它们的测厚原理,只能准确测出平面或光滑基材上的涂层厚度;但当基材材质、涂层成分或基材弯曲率发生变化时,这些测厚仪的测量数据会出现明显数据偏差。另外,基材表面粗糙度、凹凸性、波纹度也会严重影响干膜测厚仪的重复性及精度。同时,人为操作产生的误差也会影响最终测量结果。
由于干膜测厚仪的测量探头会接触并穿透柔软未干的涂层,所以对于未固化涂层测厚,接触式干膜测厚仪的测量值是不准确的,它只能测量完全固化后涂层的膜厚。因此,接触式干膜测厚仪无法实现在产品进入烤炉前提高涂装工艺的稳定性和高效性的目标。
相反,涂魔师非接触膜厚分析仪是基于ATO光热法新型无损测厚技术,在涂层未固化的状态下就能实时得出干膜厚度;即使基材表面粗糙、曲面弯角等细小难测区域都能精准测试。
涂魔师ATO是通过光脉冲短暂加热待测涂层表面,内置的高速红外传感器从远处记录涂层表面温度分布并生成温度衰减曲线。最后利用专门研发的算法分析表面动态温度曲线,最终确定涂层厚度。
由于热量始终垂直穿过涂层,因此涂魔师无损测厚时无须严格控制测量角度和距离,弯角曲面也能精准测厚。
电泳涂装是将工件浸渍在电泳涂料槽的一种电化学涂装工艺,十分适用于浸涂大批量及结构复杂的涂覆件。电泳涂装是保证车身防腐蚀的重要工艺。
电泳漆膜厚厚度直接影响电泳涂装多个性能:
1、电泳漆涂层越厚,越能有效阻挡腐蚀物质的扩散(例如水和氧气),更能保护工件不受腐蚀;
2、电泳漆膜的机械强度、附着力等性能会随涂层厚度变厚而降低;
较佳解决方法是在涂装工艺中将电泳漆漆膜厚度有效控制在尽可能小的允许容差范围内。但对于微米级的允许容差范围要求,传统接触式测厚仪不仅很难精准测量漆膜厚度,而且无法达到很好的重复性。
一般情况下,所使用的测厚设备的重复性应是允许容差范围的1/40。例如,某一涂层厚度的允许容差范围是4微米,则使用的测厚仪器的标准偏差必须小于0.1微米。
为了比较传统干膜测厚仪和涂魔师ATO非接触测厚设备的测厚效果,下文将展示分别对边缘长度为100毫米的方形电镀钢板上的KTL电泳漆涂层(阴极浸渍涂层)进行测厚,钢板基材厚度为500微米。使用显微镜测厚方法测量电泳漆漆膜厚度,从横截面图像可以看出电泳漆漆膜厚度在6到7微米之间。 图1为使用涂魔师Flex手持非接触膜厚分析仪对电泳漆漆膜进行非接触测厚。

图1:使用涂魔师 ATO Flex手持非接触膜厚分析仪对电泳漆漆膜进行无损测厚 �7�3
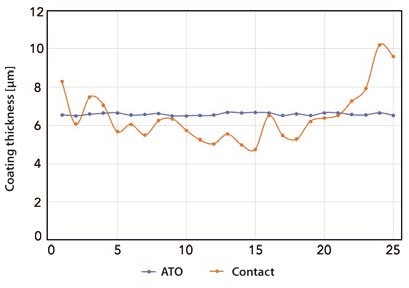
图2:接触式测厚设备(橙色)和涂魔师非接触式膜厚分析仪(蓝色)分别在测试样品的对角线上进行涂层厚度测量 �7�3
接下来,实验人员分别使用电磁感应测厚仪和涂魔师ATO测厚设备沿着测试样品的对角线选取25个测试点并依次进行测试,然后将所有测量结果汇总在图表中,由图2可见:
1、电磁感应测厚仪的标准偏差为1微米,明显不适合测量较薄的涂层厚度和允许容差范围很小的应用。
2、电磁感应测厚仪测量样品边缘处的测厚数据明显偏高,这是因为磁感应测厚仪探头的磁力线在边缘处出现了变形情况。当磁感应探针的电磁场超出被测样品的边缘时,就会发生边缘效应,测量值就会出现偏离。因此,当使用磁感应测厚仪测量边缘、边角或者基材曲率半径发生变化时,将会影响仪器的测量精度。
3、电磁感应测厚仪的大部分测厚数据低于6到7微米。这表明了该测厚仪探头接触测厚时,涂层被按压并出现了凹陷,因此导致该测厚仪的测量结果出现明显偏差;
4、涂魔师ATO非接触测厚设备的标准偏差为0.1微米,平均值为6.4微米,这与显微镜测试数据具有很高的相关性,并不存在类似接触式测厚仪出现的边缘效应等测量缺点。
因此,涂魔师非接触测厚设备优于接触式干膜测厚仪,即使是粗糙基材、曲面弯角或边缘等难测区域也能精确测厚。
综述,涂魔师ATO是测量电泳漆涂层的较佳测厚技术,能满足允许容差范围尽可能小的测量要求。该测厚技术与基材形状复杂性和粗糙度无关,可以精准测量形状复杂不规则的产品膜厚,例如车身或汽车零部件;它也可以测量内腔、凹槽、弯角、曲面、螺钉等难测部位的涂层厚度。
此外,涂魔师ATO非接触测厚技术还可以在电泳漆漆膜未烘干状态下实时得出干膜厚度,协助涂装工人及时发现工艺偏差和高效调整涂装工艺参数。
汽车轮毂的粉末涂装工艺必须满足越来越严格的生产要求。汽车轮毂不仅形状复杂,而且对饰面要求非常高,颜色种类也很多,因此客户希望有一种测厚方案能对汽车轮毂涂层进行快速精准测厚。
涂装工艺的关键质量指标之一是整个汽车轮毂的涂层厚度真实分布情况。为了能提供连续的数据记录和相关质量监控文档,必须在涂装生产线上对膜厚进行不间断监控,实现较大程度上提高效率和降低成本的生产目标。
汽车涂装集成商通过在汽车轮毂涂装的自动化检测系统中集成涂魔师ATO测厚系统,能实现快速、精准、非接触无损测量涂层厚度。涂魔师能轻松测量汽车轮毂涂层厚度;测量时间(如图3)在500毫秒以内;测量范围为1-2000微米,并且它具有较强的测量精度和重复性。基于光热原理的涂魔师无需严格控制测量角度和距离,故不必将其以特定角度进行固定再测厚,因此它也能轻松灵活测量汽车底切(undercuts)等难测部位膜厚。
使用涂魔师3D测量的成像膜厚分布情况可以通过合适的传输方式及时反馈给总控机或其他设备,然后对喷涂设备进行快速正确参数调整以获得较佳的涂装效果。
集成了涂魔师非接触测厚系统的全自动检测系统,不仅提高了工业涂装工艺的透明度和可靠性,同时也提升了系统可用性和生产效率。这样能确保操作人员能充分利用涂装系统,并随时获得设备的使用状况。
涂魔师非接触测厚系统能提供连续膜厚文档,从而实现不间断工艺数据记录,成为了确保汽车行业质量的重要工具。因此, 涂装厂家可以在产品进入烤炉前检测到是否与预先设定的容差范围存在偏差,由此判断是否需要重新调整涂层厚度。厂家也无需等到粉末涂料完成固化后就能马上获取膜厚情况并进行适当调整工艺参数,使涂层厚度达到较佳膜厚范围内,较大程度上降低返工率和生产成本。
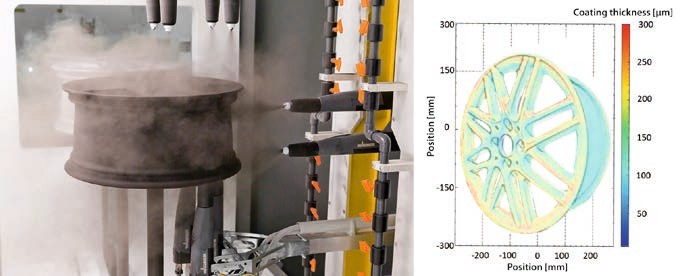
图3:对汽车轮毂进行3D整体成像非接触膜厚测量 �7�3
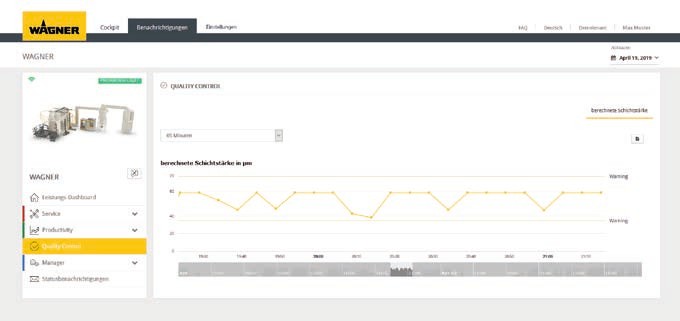
图4:系统清晰显示了当前有关生产和质量状态信息。系统消息和警告强调了系统调整的必要性 �7�3

图5:专为汽车轮毂开发的粉末喷涂系统,通过触摸屏进行系统配置和控制 �7�3
涂魔师测厚系统能提供膜厚数据用于检测喷涂参数是否设置正确,使产品膜厚达到涂装工艺的质量要求,这可以防止过度喷涂,节省大量材料。
另外,当采用新的粉末涂料或轮毂设计时,大大减少了设备配置时间(调整喷涂设备参数所需的时间)。
集成涂魔师的现代涂装技术,即使对于几何形状复杂的汽车轮毂,也能确保高效喷涂工艺和涂层厚度均匀一致。在涂装过程中,涂装系统能使用3-D轴移动装置将所有喷枪与轮毂同时通过喷粉室。这些喷枪彼此相对固定,以便达到较大程度上能利用飘散在空中粉末涂料。即使在高速传输情况下也能产生范围广阔且稳定的粉末云团,从而达到出色的涂装效果。
汽车领域轮毂涂装的需求不断增长,这需要能够适应未来市场的解决方案,这些解决方案既易于操作,又能可靠持续生产出高质量表面。技术先进的涂魔师测量系统能为用户提供了高度自动化和重复性高的测厚结果,以满足上述严格的生产要求。
如需了解更多关于涂魔师非接触无损测厚仪,欢迎致电【13202947058】咨询。